|
|
|
|
|
|
|
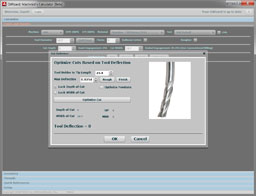
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
1/28/08
The Lucky Setup
Once in a great while I get lucky. It's always cause to rejoice, but it doesn't always turn out to be valuable. Recently, I was fooling with setups to machine the table for my disc sander project. I was considering a setup to mill the plate that did not involve the Kurt vise, but instead involved clamping to the table and some big 2-4-6 blocks I had. I put down the first 2-4-6 block in back to act as a reference for everything else. Of course I wanted to tram that block, much as you would the vise, so everything would be square. I slapped on the old Indicol and Interapid DTI and made a pass:
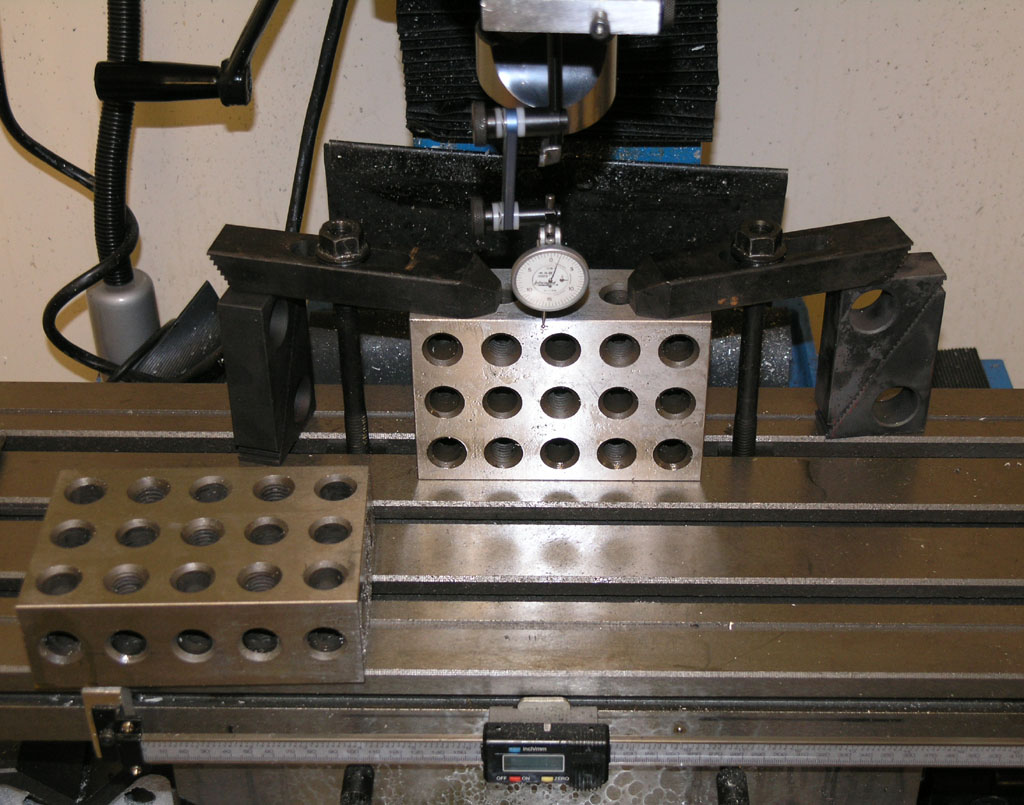
Photo before I zeroed the indicator...
I partially tightened the clamps, zeroed the indicator by moving the Y-axis (I prefer that to touching the indicator), and low and behold it was perfect! I was using an indicator accurate to 0.0005" and the needle didn't budge left to right for the entire length of the block! "This can't be right!" sez I. I fiddled with the indicator to be sure it was in contact, and then I went to the trouble of mounting my other indicator thinking this one was damaged. Perfect! The block was exactly square just the way I had laid it down.
Now for the bad news: the mill didn't have enough Y-travel to do what I wanted, so I never used the setup. DOH!
BTW, George Loo sent me a note and helpfully pointed out I would have been better off to bolt through the 2-4-6 blocks and skip the clamps. I'll try that the next time I'm working with a setup of this kind!
1/25/08
A Bigger Greener Tool Grinder
Alistair Hosie had pix of his tool grinder which is a bit larger than the Harbor Freight unit I own. It's greener too, but Alistair is famous for that! I liked some of the features I saw, so grabbed the pix:

I like the table tilting mechanism and the nice looking water drip system...

Small Bridgeport VMC's
I came across this small Bridgeport 421X VMC and thought it would make a cool uber high end machine for a home shop. It sold on eBay for $17K, which is definitely not cheap, but look at what you get:





Modern looking controls, flood safe enclosure, tool changer, box ways--it's got all the right stuff going on.
1/24/08
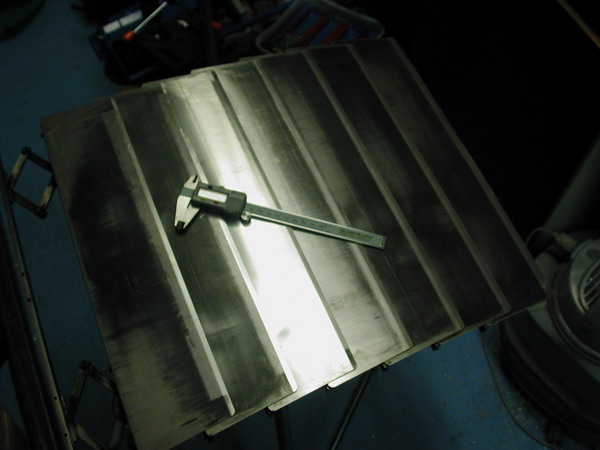
Disc Sander Progress
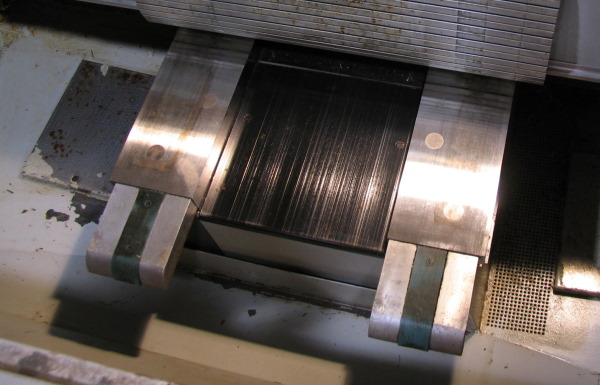
I made some more progress on my disc sander since I got about a half day in the shop. I basically got the table together except for it's mounting system:
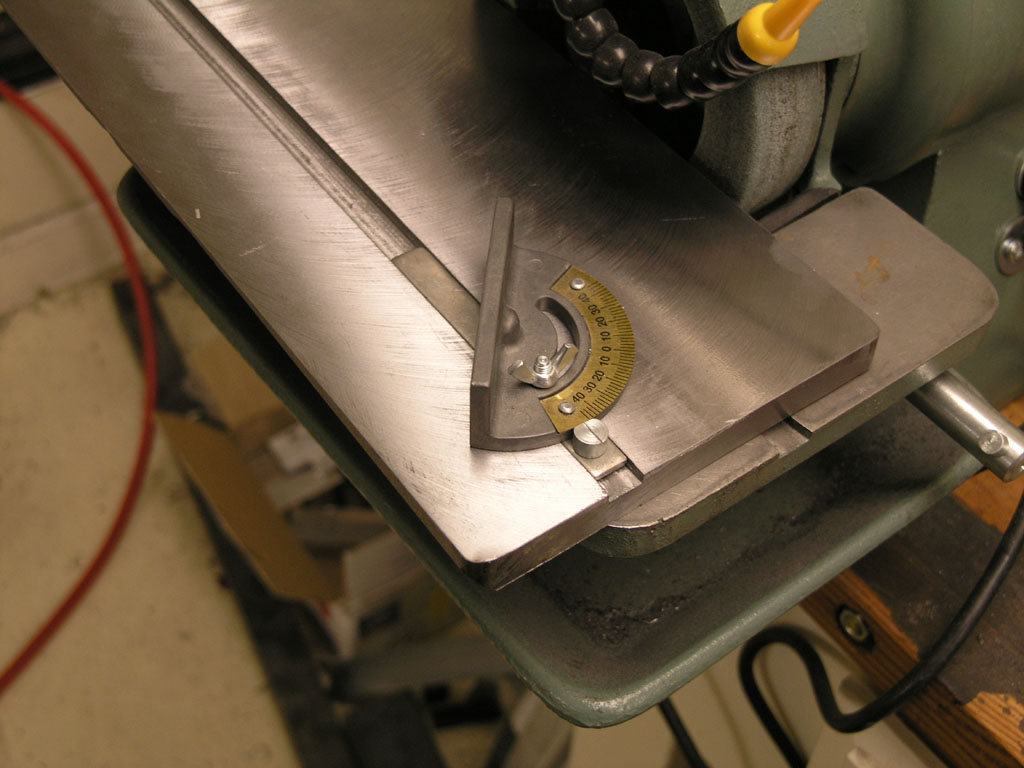
It's a real nice steel table with a flycut finish. I milled a tooling slot for it that matches the slot on my Harbor Freight tool grinder so that the tooling will be interchangeable. Here you can see the tool grinder's miter gage on the new table. Corners of the table were radiused by hand and eye on the same grinder.
1/19/08
I Need to Make a Micrometer Stand
Snagged a couple photos of shopmade mic stands. These look so useful I added an entry on the projects wish list.

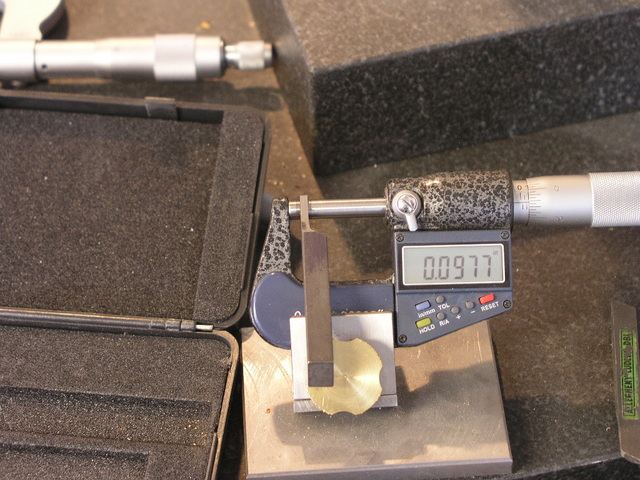
A couple of shopmade mic stands...
1/19/08
Handy eBay Parting-Off Tool
I bought some of these a while back and have really liked them:

They're basically pre-ground part-off tools made of tool steel. I also love my Aloris insert cutoff tool, but this one makes a narrower cut. Seems like it would also be handy for grooving. And, it fits in a regular QCTP holder. The eBay seller is "samsws" and these little guys cost $9.50 for a single tool in 3/8" shank. Mine has lasted a long time now, so I have no idea what their life really is. I touch it up with a stone every now and again. Search for "parting mini lathe" on eBay to find them too.
1/18/08
More Belt Grinder Notes
I'm building up a page with lots of pictures and notes before I build a belt grinder. Currently the disc grinder is ahead in the queue. Here is a typical shopmade belt grinder:
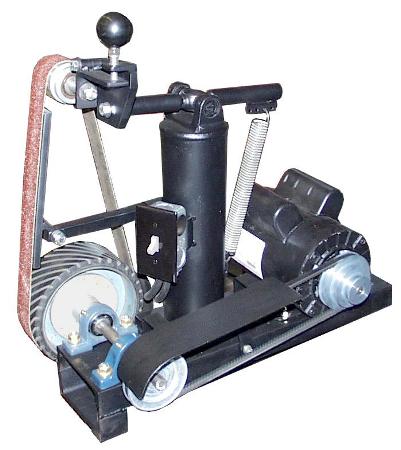
That nicely made grinder uses a piece of truck driveshaft and a U-joint to pivot the arm.
1/17/08
LTD Stirling Runs on a Cup of Coffee
This was a lark I came across on eBay. It required no machining, and is a complete kit:

I made a page with more pictures. Eventually I will either build a bigger one or do something more interesting with this one like convert it to solar power. Meanwhile, it was a fun little kit to build. Click here to see a movie of it running.
Cutting a 45 Degree Angle on a Plate
I need to mill a 45 degree relief on one edge of the table I'm making for my disc sander. You need the relief so that if you tilt the table it can stay close to the wheel without rubbing. Doing this takes a bit of doing to get a good setup. I don't have a tilting table for the milling machine, though I have thought of building one.
In an exchange with the Fidgiting Wigitmaster, one of my generous mentors, he suggest finding a way to do it without a tilting table or sine vise. In fact, his view is that 45 degrees is too much angle for a sine vise. Alternatives include tramming the milling spindle to 45 degrees if it tilts (mine does) and using a cutter that will cut the relief while the table is flat on the mill table. The latter appeals to me most. There are a couple of possibilities. Widgit suggests you can use your tool grinder to alter a normal endmill by grinding the end to a 45 degree angle. This may be a change for me to use the drill sharpening fixture I bought some time ago:
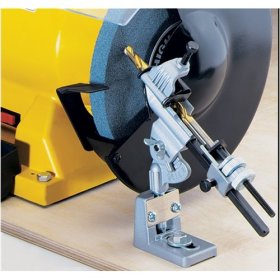
I never use the thing because my Drill Doctor drill sharpener does the job so easily.
I've also got an indexable dovetail cutter I made that might do the trick, and an indexable chamfer tool. I'll look into what works best and you'll see the result on the build page for my disc sander.
1/14/08
Super EZ Clamps
A while ago I came up with the idea to make what I called "EZ Clamps" for table clamping. These clamps eliminate the need for step blocks. Here was my design:
Recently, I came across another fellow who made some really large clamps that are very similar. Here are the photos:

Start with some thick wall pipe or DOM tubing. True up the sides (he has a horzontal/vertical combo mill it looks like)...

Nifty form tool. Have to think about how to do the operation otherwise. 5/8" ball mill cuts the rocker slot for the hold down bolt...


You need a slot. Note the half-cylinder hold down pivots on the right. He just drilled some round stuck and then split it with a slitting saw...

Sure makes securing the vise on the drill press quick and easy!
Workshop Storage Ideas
Random ideas and pictures I've come across:




I need a stock rack for long stock. I love this rolling rack with shelves and safety chains...



Another stock rack, and a swivelling dual grinder stand. The pedal operates a locking system. On the right is a revolving shelf for two grinders.


French-fitted tool trays. Wood is said to help absorb rust-causing moisture. It looks great and keeps the tools organized. Great job for a CNC. A lot of work otherwise...


Similar to my small parts cubby cabinet, but made of welded tube and angle iron. Pretty slick and compact. The PVC tubes on the right are for oversized drill bits and such...


Many drawers are good. This bunch seems to be in an outdoor shed. On the right we see that doors can be used to hold cans o' stuff.


Another wall o' tool chest w/ small parts storage on top. On the right is a little rack for QCTP holders.
Useful and Commonly Used Tools
I recently came across a thread asking for the top 10 must have machinist's tools. These are tools with general applicability, rather than tooling for a specific machine. Of course putting everyone's list of 10 together resulted in a list of 63. I wrote up a page on those tools plus some they forgot. Here are the Top 10 with my comments:
1. Micrometer set in 0-6" range. 0-1" and 1-2" are the most used. I agree this is a must-have tool, but I use my calipers more often!
2. 6" caliper, digital or dial, your choice. I constantly use these. They all seem similar in accuracy, but my Mitutoyos have better feel, so I reach for them first.
3. Dial Test Indicator w/ Magnetic Base. Another constant use tool. Noga makes the best bases, and I like Interapid Indicators. B&S Best Test were also highly favored.
4. Allen wrenches. T-handles in metric and imperial are constantly needed. I also have a set to fit my 3/8" ratchet, a folding set, and a set of loose keys. Wiha looks like a nice brand I may try when I buy a new set of T-handles.
5. Edge finder. An essential tool, but I don't use my Starret all that often. I guess I don't do enough precision mill work.
6. 6" Scale with fractional and 1/100" divisions. Many swear by their scales. I don't own one and haven't missed it. I use a tape measure or digital calipers. I did read a fascinating account of how one fellow uses his with CNC to good effect.
7.Calculator. Amen! And I will add to that a notepad and a pen. I bought a box of steno pads and a box of Sharpies. I use them constantly.
8. 0-6" Depth micrometer. This is another popular pick that I don't use much.
9. Combination square. Another I don't use.
10. 12" Crescent wrench. Yep, they are handy.
1/12/08
4-Jaw Lathe Chuck Cheater Key
Here's an idea I've been noodling for a bit. When I saw Evan Williams' drag graver it all sort of came together for me. Here is the spring-loaded drag graver:

The assembled graver with carbide tip...

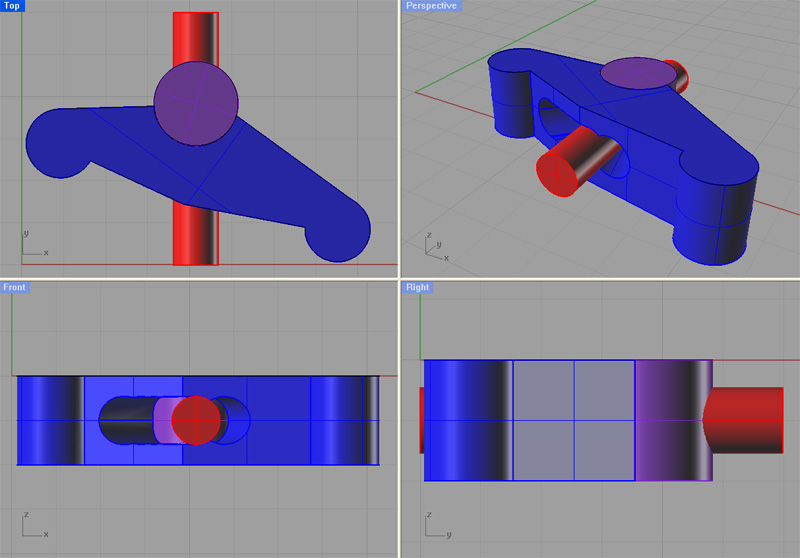
And here is my preliminary Rhino drawing of the cheater key:
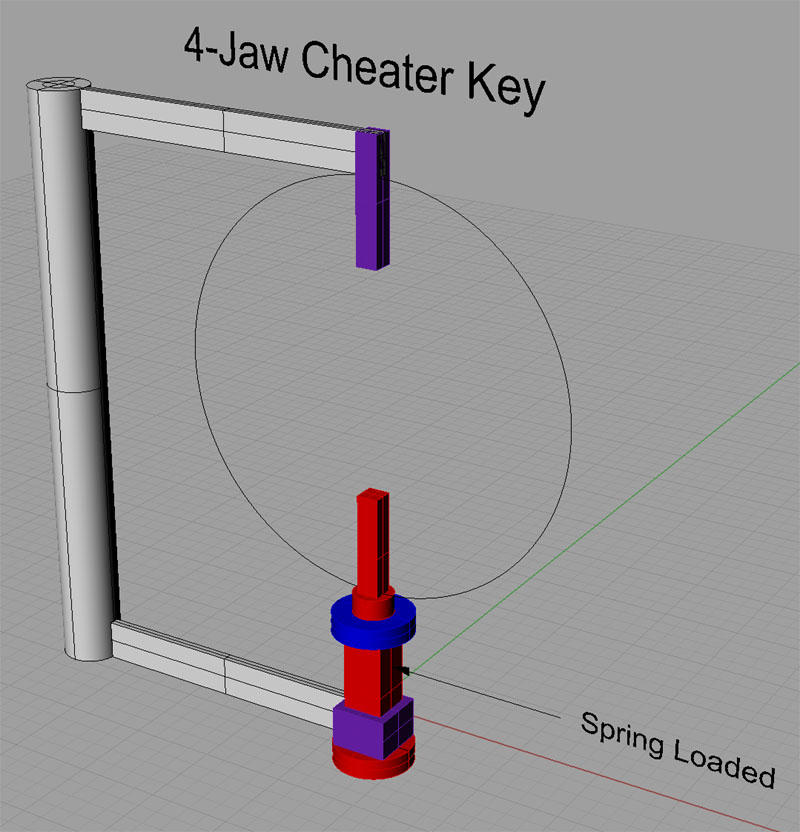
The circle is your 4-jaw chuck. The key consists of two keys so you can engage opposite sides at the same time by rocking the handle to move the part up or down as needed. The lower key is spring loaded just like the graver. To use the key, pull the spring load apart engage the fixed key, release the spring load to engage the floating key, and you're ready to go. The blue piece is just a shaft collar that holds the spring. The sliding portion is square tubing so the key is forced to turn. I'm thinking the handle assembly is welded together.
I'll probably get around to making one before too long to see how I like it.
12" Disc Sander Started
I started a new project today to build a 12" disc sander. Started out making the hub to mate the disc to the motor:
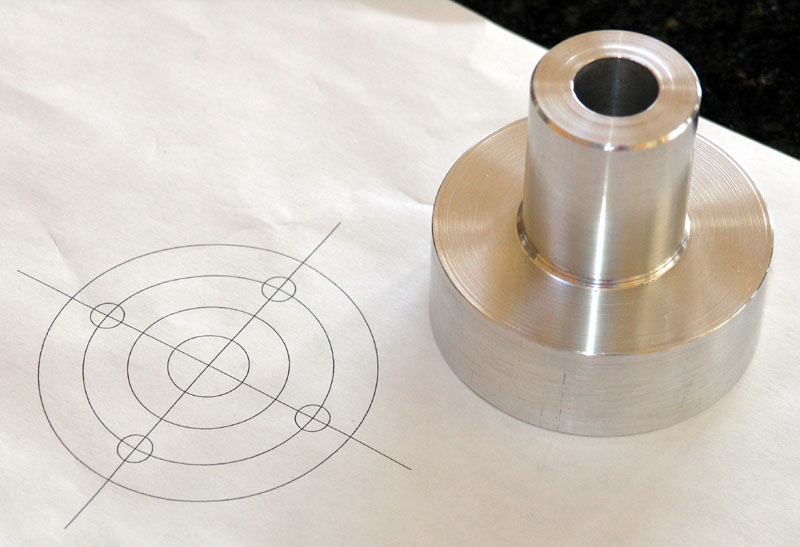
Finish came out pretty decent with little Lathemaster 9x30 lathe...
Hillbilly Hot Tank
Here's a cool idea for the Home Shop Machinist. Buy a turkey frying rig and turn it into a hillbilly hot tank for cleaning parts, especially aluminum:



The secret is this aeration system connected to your shop air. All those bubbles help scrub things clean...
I got this one from an HSM thread. It was suggested there that dishwashing soap would foam less. The fellow that made it is degreasing aluminum car parts.
Nice 7x14 Lathe
This lathe belongs to Cedge over at the Home Model Engine Machinist Board. That's my new favorite board, BTW. I read it constantly, even on my iPhone when I'm waiting around somewhere. I've been meaning to get this up since I saw it. It's always fun to see how far one can modify one of these Asian machine tools to make it better, and this one is a beauty.
Let's take a look at the amazing Cedge-O-Matic and see if we can even identify all the neat modifications:

The stock MicroMark 7x14 Lathe...
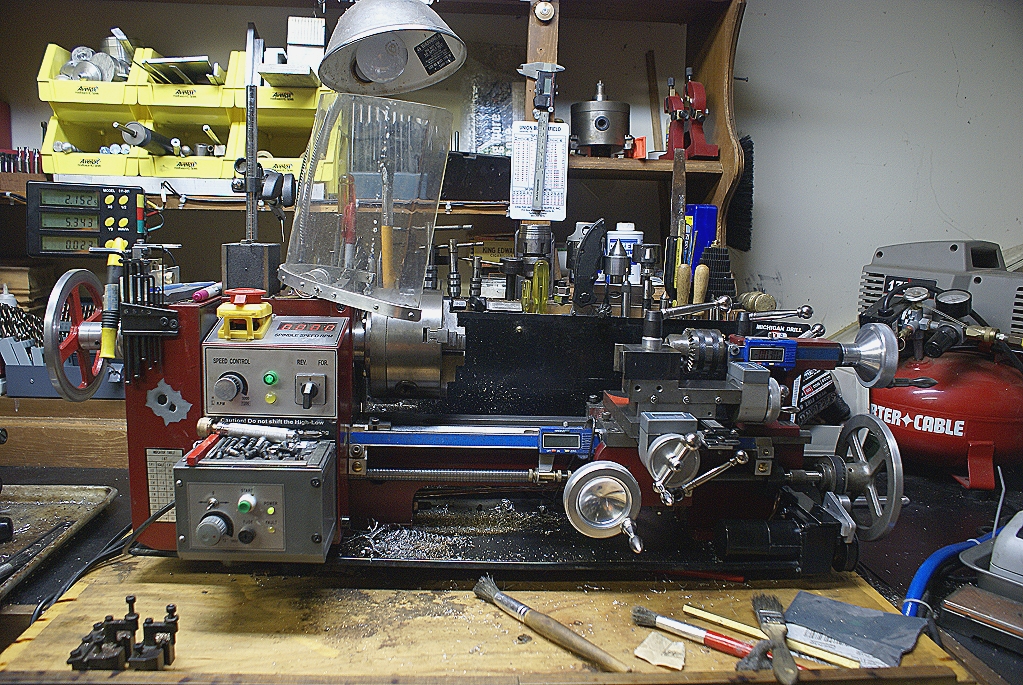
Handwheels are updated, variable speed electric feed on the leadscrew, splash guard, light, QCTP, dial DRO's tailstock DRO, hand feed wheel on right, feed DRO, bullet holes, various bolt on attachments to hold wrenches and such, spindle handwheel, phew, Cedge you've been busy!
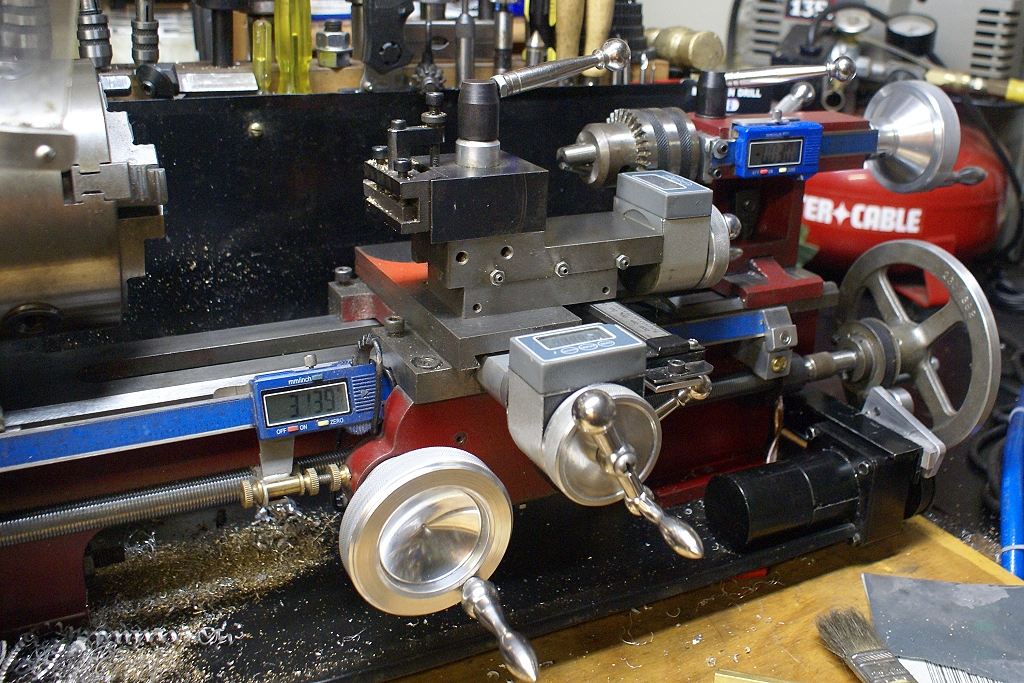
Nice shot of the DRO and feed motor. I notice a tailstock locking lever peeking out too!
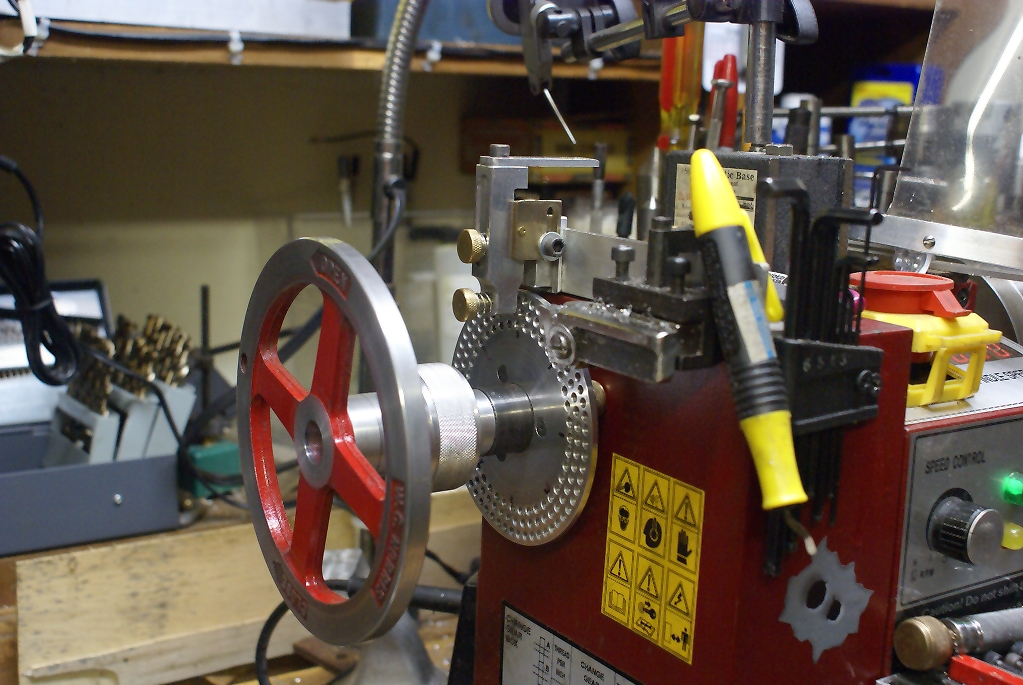
Oh geeze, didn't see this coming: Nice indexing setup on the spindle.
The only thing I can think to add to this neat little lathe is some kind of vertical rack for QCTP holders and maybe a rear-mounted parting off tool. Otherwise, its really all there! I understand from reading the board that Cedge is now looking at Monarch 10EE's and Hardinge's. That should be quite an awesome step up for him from an already awesome lathe.
1/10/08
Haas TL-1 Gang Tooling
I recently saw this item on eBay that tickled a couple of my fancies. First, I love the idea of gang tooling--it's simpler than a turret-style toolchanger and faster to boot. The only disadvantage is you can't use the tailstock or a steady rest with long work. I've been actively thinking about gang tooling for my CNC lathe conversion and may eventually build a gang setup for it. Second, I have liked the Haas TL-1 ever since seeing one. Why? Because it is an interesting and more modern replacement for the typical 12-16x40 class lathe. It has a tailstock, reasonable capacities, and its CNC has a great conversational mode. In short, it seems like the best of both worlds for a toolroom/prototyping/home CNC lathe with large capacities. in contrast, most of the CNC lathes you see are heavily tuned to manufacturing and short parts.
The seller (since the auction I saw will go away) on eBay was jeffrichlin, and here is what the gang tool converter with some tools looks like:
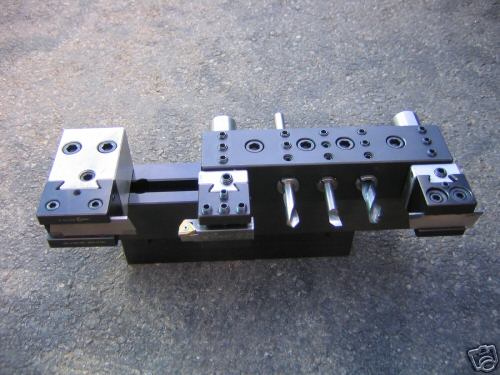


Gang tool adapter for the Haas TL-1...
The tooling is apparently the same as Omniturn uses, which is a great idea as that tooling also was used by Hardinge and is readily available. An adapter like this would be much easier to build than the fancy tool slide I was designing and ought to work well for a lot of lathes that are CNC converted.
For the record, here is a Haas TL-2 (similar to a TL-1) in all of its glory:

Used TL-1's in great condition seem to sell for a little under $20K. Not cheap, but it's a lot of machine for that. They don't seem to be particularly popular because they are not optimized for production. Not so many shops need a prototyping tool that is this expensive.
1/09/08
Wonderful Video on Making a Triode Tube From Scratch: Think Glass for Stirlings
This French fellow has put together a beautiful video on making a triode tube from scratch. I learned a lot about working glass from it. Apparently he built most of the tooling including even vacuum pumps which are also fascinating to watch in the video. After watching this I feel it may be of value to amateurs wanting to use glass in their Stirling engine models.
More Than You Wanted to Know About Harmonic Drives
Got a recent link while reading the HSM boards that is an informative article on harmonic drives. Think of them as backlash-free gearboxes. They're great to use when gearing down a stepper or servo in a motion control application. They are precision and somewhat costly to manufacture, which means we look for them in the surplus market on eBay and in other places. Probably the best use I've yet seen for one is in creating a CNC fourth axis. Use a harmonic drive instead of the normal rotary table wormdrive and you eliminate the backlash.
1/08/08
Didja Know About the Reference Info Here?
Added a link to a great o-ring reference chart on my reference information page.
Ever Wonder How VMC's Work and What's Inside One?
Download a set of manuals for a Fadal 4020. It's amazing what you can learn from these. There are exploded diagrams and detailed maintenance procedures.
The two things that interested me most were the details of how the toolchanger works, and the details of how the 2-speed transmission for the spindle works. The latter is particularly intriguing for my belt drive spindle design study. I can't quite fathom all the details from the drawings and pictures, so I posted a question on CNCZone on a likely Fadal thread I found. If what I suspect is true, it would be a slick way of building a 2-speed transmission to extend the speed range beyond what a VFD will comfortably deliver. Hopefully the gang on the 'Zone will fill in my blanks.
1/06/08
Stirling Model Engine Page
Yet another thing I've gotten interested in and would love to build some day. Some look easier than others. Here is one of my favorites from the gallery on that page:

1/05/08
CNC Drag Engraving with a Spring-Loaded Graver
Evan over on the HSM boards has come up with a simple spring-loaded graver that is ideal for drag engraving. Using this method, the spindle doesn't move, rather the graver drags to cut the metal. While such a graver won't go deep, it leaves a nice effect:
Evan's Sister Runs Sarah Burns Photography...
The assembled graver with carbide tip...
The component parts: pretty easy to cook one up!
Evan recommends keeping clearance tight on the barrel--he says tenths. He wants it to run true up and down without much side to side slop when engraving. He also mentions that if you wanted to spin the spindle for a rotating cutter, it would be straightforward to key the graver in such a way that the springloading was preserved but that a rotating cutter could be used. John Stephenson also mentions using a small ER11 collet system for this purpose too:

Lots of good ideas for would-be engravers!
Peering Under the (Mazak Way) Covers...
Coming up with appropriate way covers to protect leadscrews and ways from flying debris on a CNC has always been painful. Rubber bellows in suitable sizes are not that readily available, and when they can be found they're often not cheap. The covers that come with a lot of manual machines are often not that great. Wouldn't it be neat to fabricate some covers from stainless sheet metal the way the big guys do? Yet I'd always had a lingering doubt about how well they might work. Then I got a look at how Mazak way covers work and it gave me an idea that this was doable. Take a look:

The secret is to guide the overlapping plates with a scissors mechanism!
I'd hate to have to fabricate a scissors of appropriate length, but finding one to adapt seems considerably easier than finding metal way covers. You can bet I'll be keeping my eyes peeled!
1/04/08
Solar-Powered Stirling Generators
I was prompted to spend a few hours researching this last night, and put together a page with my notes.
What if you could take a parabolic reflector such as an old C-Band satellite TV dish and use it to focus solar eneragy on a Stirling generator? The resultant system should be able to pump out 1-2 kilowatts of energy, quite respectable for sunshine. Commercial systems are twice as efficient as solar cells (photovoltaics). I've accumulated a page of notes on this idea, but I'm still a long ways from an actionable plan. Still, I watch the Internet for information that could be useful and others pursuing a similar path.

A 1 kW Free-Piston Stirling Generator...
Formula One Racing Car Parts
Here's a very cool story on PM about making wheel uprights for a Formula One team. Dig these bad boys:
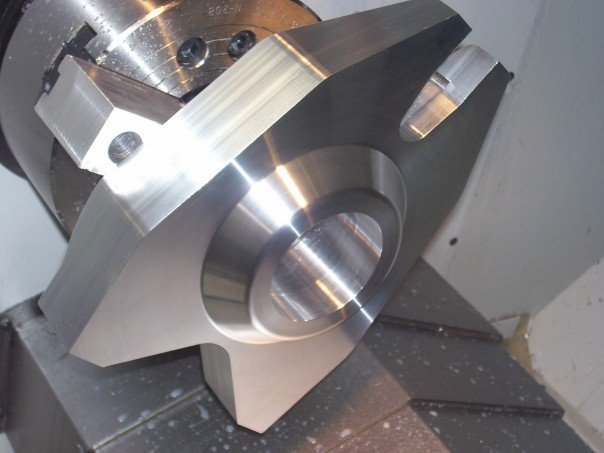
Interrupted Turning on the Lathe. Note the surface finish even so!

Oh my, now we've made it lighter with some pocketing...
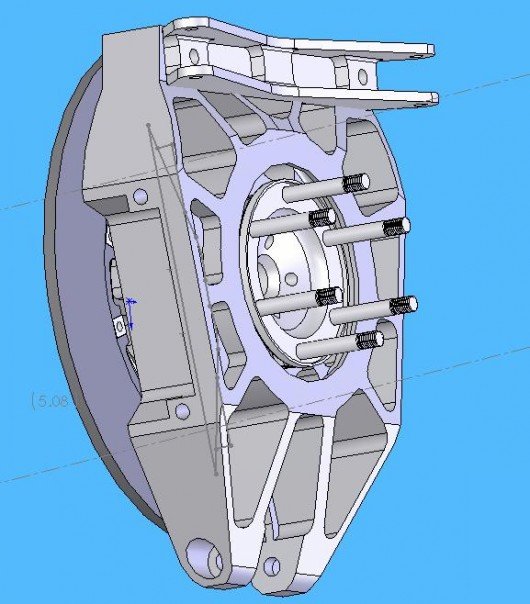
The drawing...

After anodizing...
1/02/08
First Project of the New Year: A Quick and Easy Welding Table
Finally got some time to do something useful in the shop so I built a welding table on top of a rolling tool cart:

12/06/07
The Spinning Tool Caddy of Doom
Macona over on the HSM boards got me out of my shell to write about this cool gadget he made to organize his tooling:

What a cool idea! As the official armchair quarterback, I would make one a bit differently. I've always wanted to put a jib crane between my mill and lathe to lift heavy tooling or workpieces and to aid in working on the machinery. I'm picturing the jib crane's column as being home to some tooling using shelving like this. I probably wouldn't make it spin, as the crane will sit in a corner between the machines. I'd also rearrange the shelving a bit. For collets you have to be able to see the sizes. I want them up at a more convenient height so I don't have to bend down. A lot of the other tooling you can tell at a glance. I also like the idea of a rotating caddy for lathe QCTP holders. I may have to add this to my projects page!
11/17/07
Long time between updates to the blog, I know. I'm still spending most waking hours nearly every day of the week putting together a new startup. I'll try to sneak in a post now and again.
Disc Sanders
I added another project to the Big Projects Page. This one is a disc sander. I've coveted a big disc sander since running across one at the community college where I learned to weld. It's so much nicer than a grinder for a lot of tasks, not the least of which is working with aluminum. The guys over on HSM board were talking about theirs, so I had to capture the pix:

|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.
|
||||||||||||||||||
| ||||||||||||||||||