
|
|
|
Using Manufacturer's Tool Data
Using Manufacturer's Tool Data (that row labeled "Mfg" in Feeds and Speeds) is optional. G-Wizard has default data based on an extensive analysis of many manufacturer's published data. In general, it works well and it errs on the conservative side. For many uses, that's perfect.
But, when you're looking for extra performance, it can be helpful to be able to plug in the specific data that your manufacturer provides for the specific cutter you are using. This is particularly true for indexable tooling. With so many different kinds of inserts available, performance spans a very wide range. It's hard for G-Wizard to know where within that range your particular inserts lie. So, you can pick up some big improvements by telling G-Wizard the manufacturer's recommendations.
Why use G-Wizard at all if you have manufacturer's data?
Because G-Wizard is much better at adapting that data to particular cut conditions. It can add a lot of value to that data, in other words. Here's how we use Manufacturer's Data with G-Wizard:
First, Look Up the Data
What you want to look up is the most optimistic data the manufacturer publishes for the material you'll be cutting and the tool or insert you'll be using. Go to the Manufacturer's Tooling Catalog to find it. Often, they will give you a range of numbers. Here is a typical set of charts, courtesy of Lakeshore Carbide:
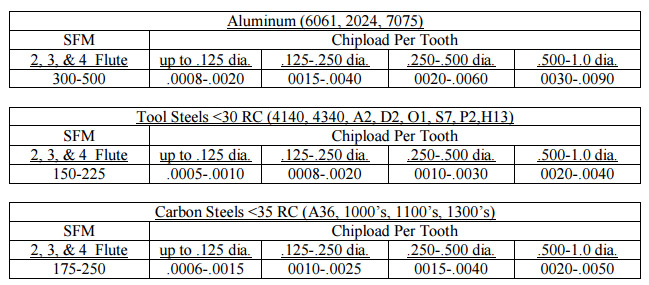
Typical feeds and speeds data from the Manufacturer's catalog...
Note how most all of the numbers are in a range--300 to 500 SFM for aluminum. And the chipload is 0.002 to 0.006 for 1/2" diameter in aluminum. We want the most aggressive numbers, so we would use 500 SFM and 0.006" of chipload per tooth. Some catalogs may tell you to reduce these values for full slotting or some other condition--ignore all that, G-Wizard will make such adjustments automatically.
Second, Enter it Into G-Wizard
Once you have the two numbers, just enter them into G-Wizard like so:
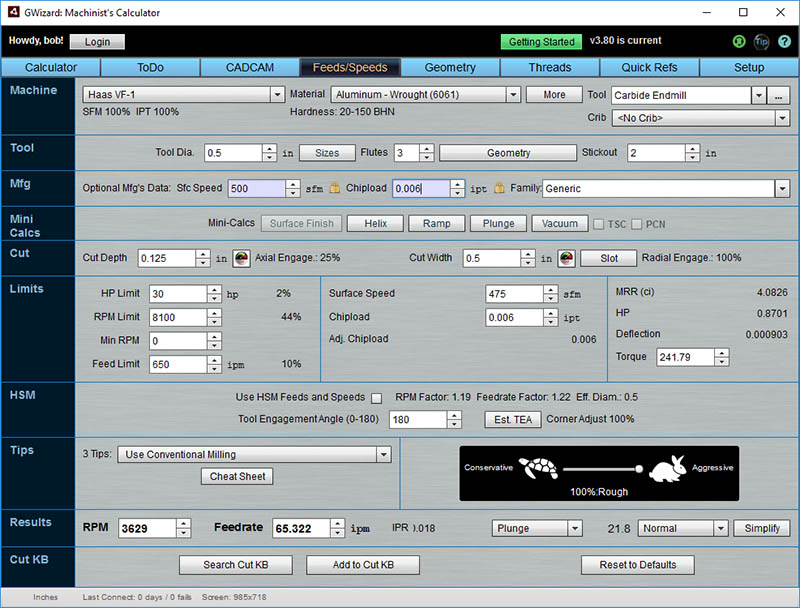
We entered 500 SFM for Mfg's Sfc Speed and 0.006 for Chipload...
Save Your Manufacturer's Data with Tool Families
Just to the right of where you entered the Manufacturer's Data you'll notice there's a dropdown menu that says "Generic". That's the Tool Family menu, and you can use it to save frequently used Manufacturer's Data. If you click the dropdown button, you get the following popup:
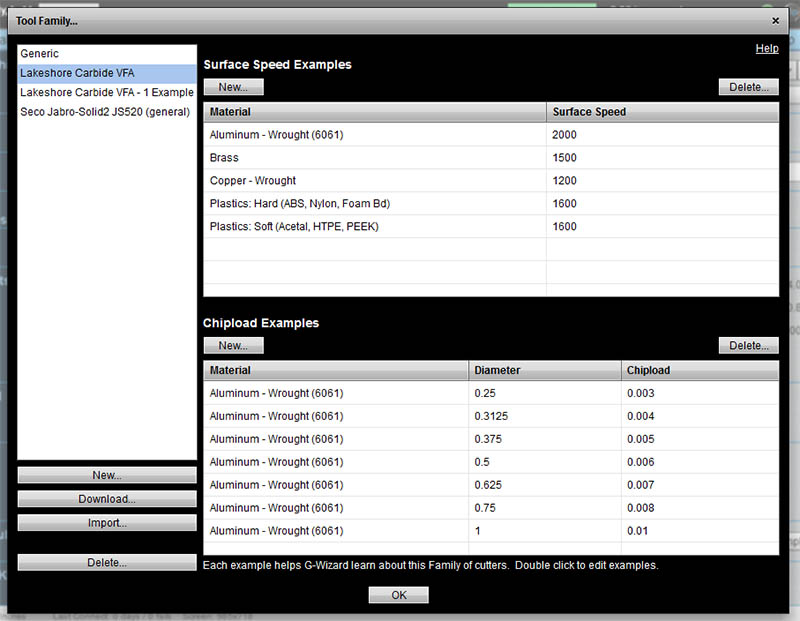
The Tool Families Pop Up...
Tool Families consist of Examples. You give examples for Surface Speed and Examples for Chipload. These examples are the same data you would enter in directly for the "Generic" choice, so use the guidelines at the top of this page to look them up.
To use Family information, G-Wizard needs to have a material entry of the same material to calculate surface speed. To calculate chipload, it needs at least one example with a diameter within 25% of your target tool's diameter. Or, it needs 2 examples, one larger than or equal to and one less than or equal to in diameter. The examples must also use the same material as the cut you have setup.
Every time you add examples and close the window, they'll be saved so they're available next time you need to use them. This makes it easy to enter just the examples you need for a job as you go, instead of entering those giant tables from the tooling catalogs before you can do anything.
Now You Have Feeds and Speeds Calibrated with Manufacturer's Data!
G-Wizard will crank out Feeds and Speeds that are tailored to this particular endmill and to the cutting conditions you define in G-Wizard's other parameters. It's possible to save this data permanently by creating a Tool Crib entry for the tool. We'll talk about how to do that in another installment of this series.
|
Next |